Learn what Pantone color matching is, how it works in apparel OEM manufacturing, why it matters for brand consistency, and how professional manufacturers like LSLONG ensure accurate color reproduction.
What Is Pantone Color Matching?
Color is one of the first things consumers notice about a garment. Before they evaluate fabric quality, stitching, or fit, they recognize its color. For fashion brands, corporate uniforms, sportswear, promotional apparel, and retail collections, color consistency is not simply a design preference—it is a key component of brand identity.

This is why Pantone color matching has become the global standard in apparel manufacturing. Whether you are producing 500 polo shirts or 500,000 garments across multiple production runs, accurate color reproduction ensures that every piece reflects the same visual identity.
In this guide, we’ll explain what Pantone color matching is, how it works throughout the apparel OEM process, and why leading brands insist on Pantone standards when working with clothing manufacturers.
What Is Pantone Color Matching?
Pantone color matching is the process of reproducing a specific color using the standardized Pantone Matching System (PMS).
Developed by Pantone LLC, the system assigns a unique identification number to each color, allowing designers, manufacturers, printers, textile mills, and suppliers around the world to communicate colors with precision.
Instead of saying:
- Dark Blue
- Navy Blue
- Royal Blue
A customer can simply specify:
- Pantone 295 C
- Pantone 286 C
- Pantone 5405 C
Every qualified supplier understands exactly which color is required.
This eliminates ambiguity throughout the global supply chain.
Why Is Pantone Important in Apparel Manufacturing?
Unlike digital images, colors can appear different because of:
- Screen calibration
- Lighting conditions
- Camera settings
- Fabric materials
- Dye formulations
- Manufacturing equipment
Without an international color standard, two factories may interpret the same “blue” very differently.

Pantone provides a universal language that helps ensure consistent results from design to production.
How Pantone Color Matching Works in Apparel OEM
Professional apparel manufacturers typically follow a structured workflow.
Step 1: Customer Specifies Pantone Colors
The buyer provides:
- Pantone color number
- Brand guideline
- Physical color swatch
- Digital artwork
This serves as the master reference for production.
Step 2: Fabric Selection
Different fabrics absorb dyes differently.
Examples include:
- Cotton
- Cotton Piqué
- Polyester
- Nylon
- Rayon
- Linen
- Spandex blends
Even when using the same Pantone code, dye recipes often need adjustment based on the fabric composition.
Step 3: Laboratory Dye Formulation
Experienced dye technicians create multiple dye recipes using laboratory equipment.
Small fabric samples are dyed before mass production begins.
This minimizes waste and ensures accurate color development.
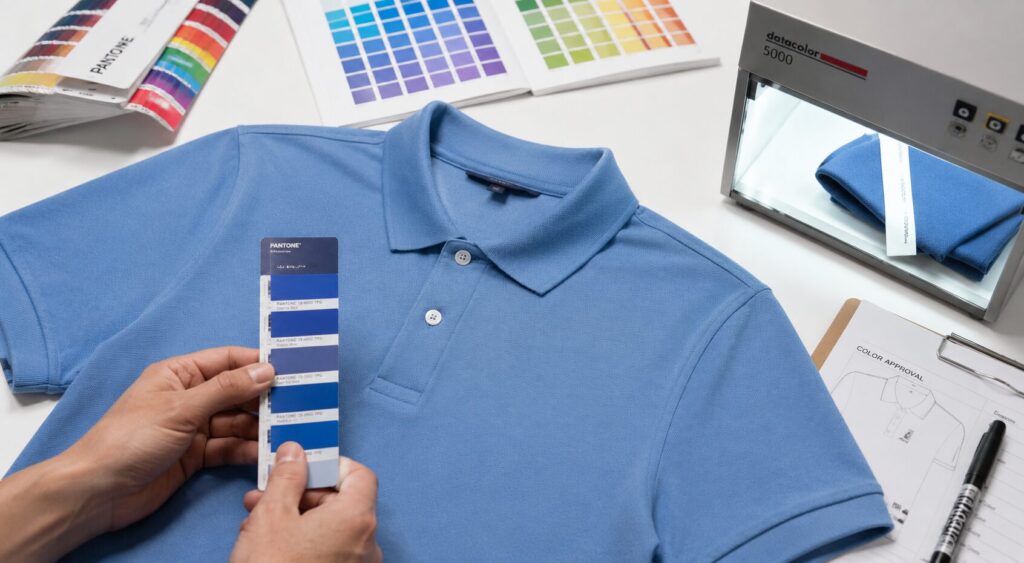
Step 4: Color Evaluation
Professional factories compare dyed samples with Pantone references under standardized lighting conditions.
Common lighting environments include:
- D65 Daylight
- TL84 Store Lighting
- Incandescent Light
- LED Light
Testing under multiple light sources helps reduce the risk of metamerism, where two colors appear identical under one light source but different under another.
Step 5: Customer Approval
Before bulk production, customers receive:
- Fabric swatches
- Lab dips
- Strike-offs
- Sample garments
Only after approval does mass production begin.
Step 6: Production Color Control
Color consistency is monitored throughout production.
Quality control teams regularly inspect:
- Dye batches
- Fabric rolls
- Cutting lots
- Sewing lots
- Finished garments
This helps ensure color consistency across the entire order.
Why Color Consistency Matters
Protecting Brand Identity
Major brands invest heavily in recognizable colors.
Think about:
- Coca-Cola Red
- Tiffany Blue
- UPS Brown
- Starbucks Green
Consumers immediately associate these colors with the brands themselves.
The same principle applies to apparel brands.
Consistent colors strengthen brand recognition and build customer trust.
Ensuring Uniform Appearance
Corporate uniforms require every employee to wear garments with identical colors.
Even slight color variations become noticeable when employees stand together.
Pantone matching helps maintain a professional appearance across multiple production batches.
Supporting Multi-Country Manufacturing
Many global brands source garments from factories in different countries.
Pantone standards ensure factories can reproduce the same colors regardless of location, simplifying global supply chain management.
Common Challenges in Pantone Color Matching
Even with Pantone references, achieving perfect consistency requires expertise.
Several factors influence the final result.
Fabric Composition
Cotton, polyester, wool, and blends absorb dyes differently.
Each material requires specific dye formulations.
Fabric Texture
Surface texture affects how light reflects.
For example:
- Cotton piqué
- Jersey knit
- Fleece
- Canvas
The same Pantone color may appear slightly different across these fabrics.
Dye Chemistry
Different dye types include:
- Reactive dyes
- Disperse dyes
- Pigment dyes
- Vat dyes
Choosing the appropriate dye system is essential for achieving both accurate color and long-term durability.
Finishing Processes
Processes such as:
- Enzyme washing
- Silicone softening
- Stone washing
- Garment dyeing
can subtly alter the final appearance of a color.
Professional manufacturers account for these effects during development.
Pantone and Digital Color Are Not the Same
A common misconception is that HEX, RGB, or CMYK values can replace Pantone colors.
They cannot.
Each serves a different purpose:
| Color System | Primary Use |
|---|---|
| Pantone (PMS) | Textile and product manufacturing |
| RGB | Digital displays |
| HEX | Websites and UI design |
| CMYK | Printing |
When producing garments, Pantone remains the most reliable reference.
Best Practices for Buyers
To achieve consistent color reproduction, buyers should:
- Provide Pantone numbers instead of photos.
- Approve lab dips before bulk production.
- Request physical fabric swatches.
- Confirm lighting conditions used for evaluation.
- Use the same Pantone standards across all product lines.
- Work with experienced OEM manufacturers that maintain strict color management procedures.
These steps reduce misunderstandings, improve efficiency, and help ensure consistent results.
How Technology Improves Color Matching
Modern apparel manufacturers increasingly rely on digital tools to improve precision.
Advanced equipment may include:
- Spectrophotometers
- Computerized color measurement systems
- Automated dye dispensing machines
- Digital laboratory color management software
These technologies reduce subjective visual judgment and improve repeatability between production runs.
Industries That Depend on Accurate Pantone Matching
Precise color management is essential across many sectors, including:
- Fashion brands
- Luxury apparel
- Corporate uniforms
- Hospitality uniforms
- Airlines
- Sportswear
- Golf apparel
- School uniforms
- Promotional clothing
- Workwear
- Medical uniforms
In each of these industries, consistent colors contribute to a professional image and stronger brand recognition.
LSLONG: Precision Color Matching for Professional Apparel OEM
Color consistency is only as reliable as the manufacturer behind it.

With more than 25 years of garment manufacturing experience, LSLONG provides comprehensive OEM and ODM apparel solutions for international brands, retailers, corporate uniform suppliers, and promotional product companies.
Color management is integrated into every stage of LSLONG’s production process. The company supports:
- Pantone color matching for fabrics and trims
- Laboratory dye development and lab dip approval
- Custom Pantone color development
- Cotton, cotton piqué, polyester, recycled, and performance fabrics
- Logo embroidery and printing
- Private label production
- Custom packaging
- Strict quality inspections throughout production
Serving customers in more than 50 countries, LSLONG has produced garments for globally recognized organizations including Mercedes-Benz, BYD, PetroChina, and China Mobile. This experience reflects the company’s ability to deliver accurate color reproduction, stable quality, and dependable OEM manufacturing across diverse product categories.
Whether you’re creating a premium polo shirt collection, launching a new fashion label, or sourcing corporate uniforms that must remain visually consistent across multiple orders, LSLONG combines advanced color management with decades of apparel manufacturing expertise to help protect your brand identity.
Frequently Asked Questions
What is Pantone color matching?
Pantone color matching is the process of reproducing standardized Pantone colors during manufacturing to ensure consistent color accuracy across products and production batches.
Why is Pantone important for apparel OEM?
Pantone provides a universal color language that helps manufacturers reproduce the same colors accurately, regardless of factory location, fabric type, or production schedule.
Can the same Pantone color look different on different fabrics?
Yes. Fabric composition, texture, dye chemistry, and finishing processes can all influence the final appearance. Professional manufacturers adjust dye formulas to compensate for these differences.
Is Pantone better than RGB or HEX for clothing production?
Yes. RGB and HEX are designed for digital displays, while Pantone is specifically intended for physical products, making it the preferred standard for apparel manufacturing.
Should buyers approve lab dips before mass production?
Absolutely. Reviewing and approving lab dips is one of the most effective ways to verify color accuracy and avoid costly production errors.
Conclusion
Pantone color matching is far more than a technical detail—it is the foundation of color consistency in modern apparel manufacturing. From fashion collections and premium polo shirts to corporate uniforms and promotional garments, accurate color reproduction protects brand identity, improves product quality, and ensures customers receive the same visual experience with every order.
Achieving that level of consistency requires more than a Pantone code; it requires a manufacturer with proven expertise in fabric selection, dye development, laboratory testing, and quality control. With over 25 years of OEM and ODM experience, advanced color management processes, and a strong track record serving international brands, LSLONG helps customers transform precise color specifications into garments that meet the highest expectations for quality, consistency, and global brand presentation.
Author Profile

-
LISLON is a leading China OEM clothing manufacturer based in Shenzhen, Guangdong, the core of China’s garment industry. Founded in 1999, we specialize in custom polo shirts, T-shirts, sportswear, corporate uniforms, and hoodies with flexible OEM/ODM services.
Trusted by global brands like Mercedes-Benz, BYD, China Mobile, and PetroChina, LISLON delivers reliable, high-quality bulk apparel manufacturing. Contact us for expert support on your custom clothing production.
Latest entries
 Apparel OEM2026-07-02Who Makes Polo Shirts in China? A Complete Guide to Finding the Right OEM Manufacturer
Apparel OEM2026-07-02Who Makes Polo Shirts in China? A Complete Guide to Finding the Right OEM Manufacturer Apparel OEM2026-06-30What Is Pantone Color Matching? Why Is It Critical in Apparel OEM Manufacturing?
Apparel OEM2026-06-30What Is Pantone Color Matching? Why Is It Critical in Apparel OEM Manufacturing?- Polo Shirt2026-06-29What Is Cotton Piqué Fabric? Why Is It the Preferred Fabric for Polo Shirts?
- Case2026-06-27One Piece, One Dream: How China’s Flexible OEM Apparel Manufacturing Makes Custom Clothing Accessible to Everyone



